


偉創變頻器在300米高速涂布機的應用
1、概述
涂布行業與紙業行業以其傳動點多、同步性要求高、連續化生產的特點,與冶金行業一起被稱為自動化控制要求最高的行業。隨著電力電子技術的發展,交流傳動系統在造紙行業的應用越來越廣泛,高性能、矢量控制型變頻器的出現,使得過去需要由直流雙閉環系統實現的傳動控制,完全可以由交流傳動系統來完成。為了滿足不同類型的紙張生產和提高勞動生產率的需要,要求造紙生產線向高速化、全自動化方向發展,工業控制器(PLC)和現場總線越來越多地應用在造紙行業。
我公司在紙機傳動方面經多年實踐,已有豐富的經驗。矢量控制型變頻器和S7-200 PLC組成的現場總線控制系統,完美地實現了整條生產線的控制,系統具有響應時間快、接線較少、故障率低、維修量小及維修方便等諸多優點,所以即節約了資金,又減輕了工人的勞動強度。
2、項目概況
(1)設計基礎
在確保本技術規范書相關技術要求的前提下,我公司發揮自身軟件(用戶程序)設計的優勢,采用先進、成熟的電力電子部、套件,優化組態整合,使所提供的電氣控制系統不但能夠完全滿足紙機正常連續生產所提出的工藝要求,而且在保證控制精度的前提下,具有高穩定性、高可靠性、便于操作和易于維護等特點。
供電方式: 三相四線交流電
供電電壓: 380VAC/50Hz
電壓變化: ?10%
頻率變化: ?2%
相位不平衡: ?2%
轉矩變化: ?20%
氣溫范圍: -0℃~40℃
平衡相對適度:90%
海拔高度: <1000m< span="">
(2)紙機技術數據
紙 種 熱敏紙
原紙定量 40~60g/m??
原紙幅寬 1400mm
輥面寬 1600mm
原紙濕度 7%
工作車速 250m/min
設計車速 300m/min
平衡車速 350m/min
爬行車速 20m/min
電源電壓 380/50 V/Hz
控制電壓 220/50 V/Hz
控制電壓 24VDC
壓縮空氣壓力 0.6 MPa
干燥器蒸汽壓力 < 0.7 MPa
總裝機量 kw
一段涂布量 5~8 g/m?
一段固含量 45~50%
二段涂布量 3~5 g/m?
二段固含量 25~30%
整機排列方式 待定
產品油漆顏色 由客戶提供色
(3)紙機主傳動部分參數
退紙旋轉 2.2KW 輔助退紙傳動點
助動輥 4KW 輔助退紙傳動點
涂布器背輥 7.5KWx2 主傳動
涂布器料輥 1.5KWx2 輔助傳動點
膠輥牽引 5.5KW φ500輥主傳動
背涂輥 4kw 主傳動
調態缸 11KW 主傳動
二輥壓光輥 7.5KW 主傳動
卷紙傳動 5.5KW 主傳動
3、系統方案
(1) 傳動形式:全數字交流變頻調速
(2) 控制方式:二級控制系統
2.1第一級:采用偉創公司AC80B系列高性能矢量變頻構成:進線柜、變頻柜
2.1.1進線柜
l 斷路器采用框架式、三斷保護
l 進線方式:上進線、母排連接
l 實現變頻單元和電網的隔離、保護、接地
l 系統構成:斷路器,公用控制回路、電流、電壓檢測、銅排母線等。
l 防護等級:IP20
2.1.2變頻柜
l 通過斷路器與交流母排相連接,將交流母線上的交流電調制成頻率可調、可控的三相交流電,然后驅動交流電機進行調整運轉
l 速度反饋模板:采用脈沖檢測器測量電機的轉速,信號經過速度反饋模板的轉換后,輸入變頻器中,實現速度的閉環控制
l 通訊接口:內置的MODBUS模塊,與PLC控制系統以MODBUS方式進行通訊
l 系統構成:變頻器、通訊模板、速度反饋模板、斷路器、電機風機供電及保護等設備。
2.1.3控制任務
速度閉環控制、轉矩控制、電流控制、啟動環節、過流過壓保護控制、工藝調節控制、故障檢測和保護等。
2.2第二級:PLC控制中心、操作臺
2.21PLC
l 采用SIEMENS S7-200系列的cpu226可編程,用于對變頻單元的控制,采用PLC給定主速度 PID的控制方式,更好的控制涂布的張力和速度。
l PLC作為主站,變頻器作為從站,主要實現對變頻器的起動、停止、爬行、運行、微升、微降、速度鏈和負荷分配等功能的控制
l 主要任務:通訊控制、速度同步控制、起動/停止、爬行/運行控制、微升/微降控制、單動、聯動、正點、反點控制、力矩分配控制、張力控制、連鎖控制及附機控制等
l 系統構成:CPU226、控制電源等
2.2.2操作臺:
l 樣式:斜面式
l 操作臺設有急停開關,用于緊急事故時的停車
l 控制功能:停止、爬行、運行、微升、微降、繃緊
l 系統功能:急停按鈕、開機按鈕、等
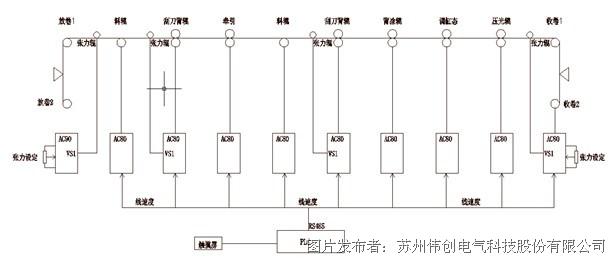
(3)系統簡介
加工紙生產技術的發展和涂布加工紙設備的更新,在涂布生產過程中對運行在各生產設備間的紙張張力進行檢測和控制是提高產品質量和產量的一項重要技術措施。所以在涂布機的機電性能的控制中,關鍵是對涂布機系統的張力進行控制。因為張力的大小,直接影響到產品的質量和數量:張力太大,會破壞涂布紙張的物理特性,影響紙張的的使用壽命和質量;張力太小,收卷過松,走紙不平穩,又會影響后續工序的產品質量。
放卷采用AC90放卷專用開環矢量變頻器獨立控制,自動跟蹤加工紙張的張力,并且自動換卷,控制放卷速度,保持張力恒定,省去以前繁瑣的擺桿機械,使得放卷機構更加的簡單,從而節省了一定的成本。(此部分外協)
中間各級加工環節采用AC80B開環高性能矢量變頻器,控制方式采用主信號和微調信號按設定比例疊加進行比例聯動控制;在中間涂布器驅動的地方我們采用主輔頻率疊加方式(主頻率 PID微調)的方式控制,大大的增加了同步精度。
收卷時卷徑變化范圍較大,要求的轉矩變化范圍大,而在最小轉矩時所需的轉矩非常小。盡管AC90系列變頻器可以實現張力開環控制,但是由于轉矩控制精度畢竟不高,難以實現低轉矩控制,可以采用速度模式下的張力閉環控制。所以收卷選用AC90收卷專用開環矢量變頻器。AC90輸出頻率f=f主 fPID,同步前饋速度,PID(ID微調輸出量),頻率指令由PID輸出調節量和主速度前饋疊加而成,避免由于轉矩變化范圍過大而造成的不易控制的局面。
(4)系統優勢
1、由變頻器完成各級張力控制,使用張力傳感器實現張力控制,系統簡單且穩定,各級張力控制由變頻器完成,極大減少廠家工作難度,AC80B和AC90的閉環張力控制模式甚至可以在加減速過程中實現張力完全穩定,用PLC 或同步控制器來控制驅動輥變頻器速度,同時作為其他變頻器的線速度信號。
2、AC90閉環張力控制輕松實現加減速過程中的張力恒定,再加上安裝張力輥,同時高精度控制確保了涂布效果高度均勻。
3、雙工位收放卷具有預驅動功能和張力提升的功能,可滿足高速不停機自動換卷、提高生產效率的需求。錐度控制,可以方便準確地控制張力錐度,使收卷效果更好,同時準確的收卷控制可以避免菜心式不良收卷,使收卷效果更好。
4、全系統的主要驅動部分均采用主輔頻率疊加方式(主頻率 PID微調)的方式控制,大大的增加了同步精度,避免累計誤差造成機械高速及大卷收卷運行時發生不可預料的局面。
4、精度指標
速度控制:
靜態精度:≤?0.01%;動態精度:≤?0.05%
相關條件:
l 機械設備:狀況完好、操作正常;
l 反饋形式:光電編碼器反饋;
l 交流電機:普通異步電機(最好是變頻電機)
l 給定方式:全數字通訊給定
l 控制方式:速度閉環控制
l 負載波動:不超過?20%
l 電網波動:380V?10%
l 長期負荷率:<90%< span="">
l 運行頻率:>10Hz
l 最小負載:>1/8變頻器額定負載
l 運行環境溫度:-0℃~40℃
l 電網頻率范圍:50Hz?3%
l 電機運行方式:恒轉矩
負荷控制:
靜態精度:?1%;動態精度:?3%
條件:張力檢測準確、紙頁與輥面無相對滑動。
過載能力:
150%/60S
靜態精度:在給定的速度上24小時運行的變化量
動態精度:傳動在升速或者降速過程中克服機械慣量、摩擦時的變化量
系統技術指標:
l 給定分辨率:0.001Hz
l 調速范圍比:>1~10%
l 升速時間:0~600Slijinghua72@hotmail.com
5、安全等級
按照DIN40050/IEC144標準,柜門和側面為IP41,柜頂部和底部為IP00,操作臺面為IP56。
6、系統特點
l 安裝方便:由于采用了MODBUS通訊,操作臺到控制室的電纜大大減少,所有信號的傳輸主要通過兩芯屏蔽雙絞線來完成,故安裝簡單,可大大縮短安裝及調試工期。
l 全數字通訊:精度高、抗干擾性好
l 維護方便:因為PLC、變頻器等都是高可靠性,且都是模塊化的產品,既使出現故障,替換也是非常方便,故障恢復周期短
7、功能設置
7.1速度總給定
以一級涂布器的驅動作為該機的第一個主傳動點,其速度給定作為整個紙機的總給定,其它傳動點的速度都隨著該傳動點的速度改變而改變,并以此為基礎根據紙機的工藝流程建立速度鏈,給定方式在網部的操作面板上設計專用的總給定畫面,采用數字直接線速度給定。
7.2起停控制
控制各個傳動點的開停機,只對自己分部、傳動組進行獨立控制,不影響其它傳動點。并且為了減少對設備起停時的沖擊,在起動過程中還設置了S曲線環節過程,速度按照給定的速度上升曲線升速,同時速度環、電流環封鎖信號取消,投入運行;當操作員按停止按鈕時,設備可按自由停車,也可按給定的下降曲線停車,到達零速后速度環、電流環封鎖,以防誤動作。
7.3爬行/運行控制
當設備檢修、引紙之前的烘缸預熱、設備沖洗時,系統要求低速運轉,當一切均正常后才切換到高速運行。爬行功能開關在爬行位置時,紙機就按照爬行速度運行,爬行速度一般為20~30m/min的速度;當引紙時,開關切換到運行位置,紙機按給定的運行速度運轉,此時紙機就會自動從爬行速度切換到運行速度,在爬行和運行速度之間變化時,系統按照一定的S曲線時間動作
7.4速差調整控制
根據工藝流程要求,各個分部之間的速差需要保持一定的速度,并且生產不同紙種時速差也有所不同,微升、微降就是用于各個分部的速度進行微調,使的傳動點前后之間的速差能滿足生產工藝的要求。微調范圍一般設計在?10%~?15%(相對給定速度),在該范圍能滿足絕大多數系統的要求,特殊的情況在現場可進行具體的調整。調整好以后的速差具有記憶功能,在下次開機時能自動調用上次停機時調好的速差。
7.5點動(正向點動和反向點動)
用于方便設備檢修、清理斷紙、套毛布或套引紙繩等情況下,都需要設備轉動一個角度。在該情況時,當按下點動按鈕時,設備按點動速度運行,放開點動按鈕時,設備停止運行,通常情況在正常運行狀態下禁止使用。
7.6緊急停車
主要用于要求處理突發事件時的全線停車。當按下該按鈕時,紙機全線停車且傳動系統的總電源被切斷。以保護設備和人身安全。
7.7力矩控制(負荷分配)
在紙機的網部、壓榨部等處通常是一主多輔的傳動組,即一臺設備的負荷由多臺電機共同承擔,這樣在傳動組間,即要保證各個傳動的速度穩定,還得保證各個傳動分擔的負荷均勻,這樣才能保證整個傳動組的正常工作,否則就會發生被拖電機工作在發電狀態而造成直流回路電壓升高,工作于電動狀態的電機有余負荷過載而燒壞變頻器,同時對設備也不利,嚴重時會造成損壞。因此根據傳動組間各個傳動的關系,一般設立一個主傳動,用它來控制速度,其余傳動點作為輔助傳動,對其進行負荷分配,各個之間按照一定的比例分擔負荷。
7.8繃緊功能
在紙機的某些開放引紙段,由于前后之間的距離較大,在引紙時可能紙頁下垂較大,通常的操作是通過微升后一個傳動點的速度讓紙頁拉直,然后在通過微降將速度調整回原來的速度,這樣操作非常煩瑣,且調整周期長,容易改變原來的同步特性。通過繃緊功能就可以很好的解決此問題。當按住繃緊按鈕時,速度會快速在原來的基礎上有一個快速的提升,紙頁迅速拉直。松開繃緊按鈕時,速度快速回到原來的速度,這樣即能方便引紙操作,又不改變原來的同步關系。
7.9張力控制
在紙機的某些分部,既要保證紙張有一定的張力,又不能斷線;因此在本系統中對三烘和卷紙進行了張力控制。將張力信號(間接張力或直接張力)介入PLC,從而實現張力閉環控制,保證良好的操紙質量,減少斷紙,提高成紙率。
7.10輔機連鎖控制
涂布機具有各種輔機控制,不同的輔機要求有不同的運行條件。為了保證輔機和紙機的連鎖運行,通常在主機傳動部分擴展PLC接口模塊,實現相互的連鎖。
8、系統單元設備簡介
8.1 AC80B系列變頻器
AC80B系列傳動產品最大的優點就是全功率范圍內統一使用了相同的控制技術。
l AC80B的核心技術就是直接轉矩控制(DTC)。它是目前最先進的交流異步電機的控制方式。DTC穩定杰出的性能,使AC80B傳動產品適用于各種工業領域。
l 偉創交流傳動持續不斷的在完善用戶界面。啟動向導的應用,使AC80B的調試變的非常簡便。
l 脈沖編碼器模塊不增加體積,也無需用導線連接。
l 低噪音冷卻風扇功能及其優秀的散熱和三防電路板。
8.2 S7 200MODBUS特點及系統構成
用S7 -226作為第二級系統,它是整個控制系統中心,主要用于實現現場設備運行狀況監測、數據采集及處理、速度鏈控制、爬行/運行控制、通訊控制、電氣設備開關控制及參數調整等系統控制功能。
S7 -226控制站的中央處理器模塊采用最先進的計算機技術和電子集成電路,模塊體積小巧,但功能強大,是中小型系統理想產品。通過串口與裝有Step7的計算機連接可進行編程、調試、診斷等,通過MODBUS接口可與支持此協議的從站組成現場總線控制網絡。作為主站時可對驅動器和現場操作臺HMT設備連接,實現相關控制。
8.3操作面板
采用微倫高性能觸摸屏作為用戶操作界面,方便用戶的監控和操作,提供豐富的圖形化、全中文界面,使用起來容易,提供強大的信息量。




 投訴建議
投訴建議
提交

偉創電氣參加第八屆全國建筑施工機械租賃大會

偉創電氣亮相印度國際自動化展

偉創電氣廢渣卸料系統在電廠的應用

偉創電氣技術交流會在福建寧德順利召開

偉創電氣參加首屆建筑起重機械安全管理交流大會