


顧美觸摸屏PLC一體機在容器液體保壓測試機的應用
深圳市顧美科技專業研發生產觸摸屏PLC一體機、PLC、HMI人機界面、觸摸屏等產品,為廣大客戶提供各種自動化解決方案。今天,給大家帶來的是觸摸屏PLC一體機在容器液體保壓測試機的應用。
一.前言:
容器液體保壓測試機主要用于對密封容器的保壓能力做測試工作,測試時需要往容器泵入液體,并且需要是容器內的壓力無超調的上升到設定值,如果存在超調,有部分容器會因為壓力過大而導致破裂損壞,所以整個過程不允許發生超調。通常PLC的恒值控制會使用PID算法實現,但是傳統的PID算法需要整定參數,而且要做到無超調量需要反復整定PID參數才可達到,對調試人員有較高要求。使用顧美的觸摸屏一體機做控制器配合專用的控制算法,可以實現無超調的升壓過程,而且參數少調整簡單,方便使用。
二.測試機描述
測試機的輸入是壓縮氣體,輸出是高壓液體,由于輸出的壓力較大(最高可以達到80MPa),所以會使用液體氣動增壓泵將壓力提高,壓力傳感器安裝在液壓回路中,在增壓泵的氣體入口前有一個壓力調節比例閥,可以控制增壓泵氣體輸入的壓力大小。最終液體壓力達到設定壓力后,會用截止閥關閉增壓泵的輸出,壓力傳感器測量容器的壓力大小,保持一段時間,壓力如果仍然維持在報警值以上,保壓測試通過。
實際系統的氣體壓力比例閥使用模擬量控制,由于每個比例閥存在元器件差異,所以如果按照比例大小直接計算輸出,會存在一定的誤差,這個誤差經過增壓泵放大后,誤差將會增大,所以要保證高精度的輸出壓力必須采用閉環控制。
在PLC的上做閉環控制的常用算法是PID算法,該算法具有適用范圍廣的優點,在使用合適的參數時也能獲得較好的控制效果,但是需要控制輸出完全沒有超調的情況下,把參數調到合適的范圍并不容易。
三.解決方式
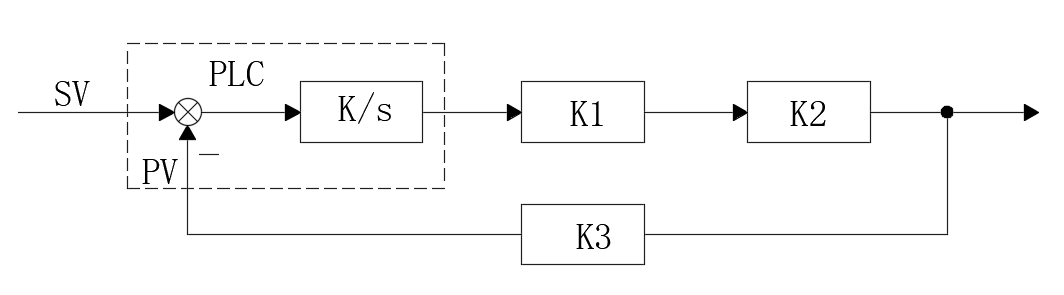
使用壓力傳感器作為反饋,使測試機形成一個閉環,對輸出的液體壓力進行控制,畫出框架圖。

比例閥的傳遞函數為K1,增壓泵的傳遞函數為K2,傳感器的傳遞函數為K3,由于控制對象是純比例環節的元件,要達到無靜態誤差、無超調的控制效果,可以將該系統化為一階系統,PLC的內部處理算法等效傳遞函數為一個積分環節和一個比例環節的串聯,畫出系統的結構圖。
把系統的閉環傳遞函數寫出來,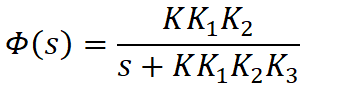
和一階系統的表達式一致,因此使用該算法可以達到預期設計要求,對算法進行離散化處理后添加到程序里,在將比例閥和增壓泵以及傳感器的實際比例系數K1、K2、K3輸入進去后,需要調節的參數只有一個K,即通過調節K的大小,就可以控制系統穩定到設定值的調節時間,大大降低了調試難度,而且確保了不會有超調。
四.升級處理的前后對比
傳統的PID算法控制曲線:
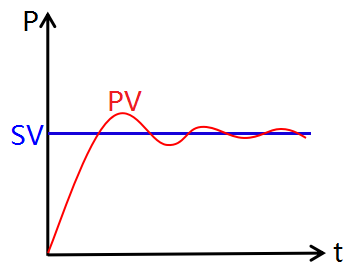
顧美觸摸屏plc一體機控制曲線:

顧美觸摸屏PLC一體機的控制曲線符合測試機的控制指標,實現了無超調的上升曲線。
五.操作界面和程序
測試機可以修改設定壓力以及保壓時間,同時顯示實時壓力曲線。

設定的調節參數少,除了調節比例系數K其他都是和機器結構有關的固定參數,使用簡單。
PLC以采樣時間為間隔,不斷計算模擬量輸出,逼近設定的目標值。
六.測試機的一般使用流程:
初次使用前需要輸入合適的工藝參數(設定值、保壓時間、報警上限等等),然后控制使用的結構參數K1、K2和K3根據實際產品的比例系數填寫,調節參數K在初次使用時先填寫一個較小的值,然后接上測試的容器,啟動測試,剛開始容器還沒有充滿液體,壓力會一直為零,等到容器注滿液體后,壓力會立即上升,所以需要設置一個控制算法的作用范圍,在到達作用范圍之前,使用元器件的比例系數計算一個輸出(誤差較大),在輸出壓力達到一個大致的范圍后使用控制算法逼近設定壓力,到達設定壓力的公差帶后關閉截止閥,開始計算保壓時間,保壓時間計時結束時壓力仍在報警值上,測試通過,然后開啟卸壓閥,壓力降到接近零的時候,取下容器,測試完成。
如果想要縮短到達設定壓力的調節時間,可以把調節比例系數K調大一些,但是不能太大,否則會出現超調,因為離散化處理后,存在純延遲環節,和分析使用的連續系統不一樣,所以不能將理論調節時間設置過小。
測試機設置有超壓報警,如果因為意外狀況導致壓力過高,將關閉增壓泵同時開啟卸壓閥,防止管道和容器壓力過高。
七.使用coolmay觸摸屏plc一體機的測試機:
七寸觸摸屏一體機EX3G-70KHA-24MT-2AD2DA-A4-A0高分辨率畫面清晰,A8處理器運行更流暢。左手邊有氣壓表和液壓表,方便觀察實時壓力。




 投訴建議
投訴建議
提交

顧美科技端午節放假通知

顧美PLC一體機在汽車輪轂鑄造車間的應用

顧美PLC一體機在全自動無鉛波峰焊上應用
顧美觸摸屏PLC一體機在容器液體保壓測試機的應用
顧美匠心打造螺絲機/點膠機通用控制系統