


維控產品在折彎機輔助定長設備上的應用
一、簡介
門廠折彎機的使用頻率非常高,對折彎機折后的精確度要求非常嚴格,這就需要輔助設備來進行定長,既要保證精確度又要保證工作效率,還有滿足隨時更改的門工藝及工人對任意步的操作。

維控HMI+維控PLC+步進電機的的控制方案,解決了他們之前所購買的輔助設備功能單一的問題,這次的程序設計在第三軸的絲杠上做了自動補償計算的功能,在每步都留有補償窗口,方便特殊斜面的折彎工作,得到了客戶的認可。
二、工藝要求
1. 控制前進后退的電機要同步運行,保證行走距離一致。

2. 最多12道工序,可設置少于12道,最后一道工序完成后,自動走到第一道待命。
3. 前進后退的電機要根據設定距離運行,每步兩個機分別有補償窗口(用于有斜度的工藝),每步要有等待時間,要有后退距離,可任意跳步運行。
4. 橫向走行電機有帶有計算補償功能,用于補償絲杠在安裝時產生的傾斜誤差,使電機1和電機2距離刀口的距離一致。
5. 對于每個工藝要可以保存配方,配方名可自定義。
三、方案
HMI:Levi系列700LK
PLC:LX3V-1616MT
行走控制:步進電機及驅動器
其他:按鈕、接近開關等
四、程序簡要介紹
HMI程序
1. 數據設置畫面:各項數據設定

2.配方畫面:用于配方儲存及調用,組名可自定義

3.參數設置1:可分別運行電機1和電機2,占動及定長運行進行微調。

4.參數設置2:電機3的補償設定,首先手動運行,測量相對應的參數,手動回中點可輸入電機3欲行走的長度,電機3行走完成后自動啟動電機1和電機2進行誤差補償運動。

5.運行畫面:當前執行步為黑色,當前執行完成后,可任意選擇其它步進行行走,當前未完成時,點擊無效。

PLC部分程序:
1. 電機3的補償運算,運用了幾何中的比例計算方法

2. 自動運行:變址寄存器的應用,使程序更為簡化,本次程序在調試時,后退、延時、補償是后來補充的,如果沒有使用變址寄存器,那么程序的編寫任務量是非常龐大的

3.防止電機1與機2出現不同步的問題,進行了如下處理

4.可任意跳步及顯示的梯形圖
 五、工程總結
五、工程總結
1.這次程序的編寫在初期打下了好的基礎,即使在之前要求的基礎上有新的擴展要求,可以很快的做出處理,提高了編程效率。
2.多分析工藝,開始就想以“數據設定”的畫面加指示燈作為運行畫面,可是不便于操作,后來因為操作的要求,添加了“運行畫面”,使得畫面顯示直觀更易于操作。
3.在電機設置原點、補償、設手動操作等方面的設計要做到簡單明了,比如開始的原點尋找方案需要設定多個距離,經過多次研究后只需要設定一個距離就可以,多余的運算在PLC中做,這樣便于操作。
六、設備圖片







 投訴建議
投訴建議
提交
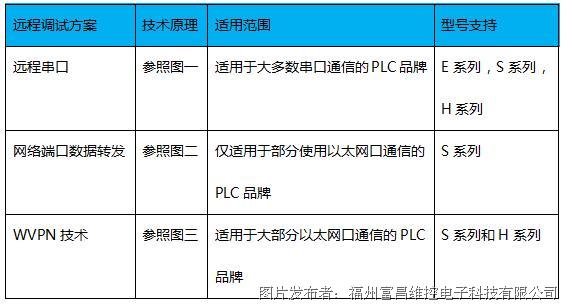
富昌維控電子:如何用物聯網方式進行PLC遠程穿透

新品|維控LX5V系列PLC,標配8軸高速計數器,就是快!

維控VD2:非同凡“響”、極速運行!
維控:新品首推 | 這款高性價比的PLC,你值得擁有!

維控ig物聯網HMI嶄新亮相,遠程運維,輕松無憂!