


維控HMI和PLC在滾籠焊機上的應用
一、簡介
鋼筋籠主筋通過自動上料到分料架;分料架的主筋需人工穿過固定盤導管到達移動盤導管,并經過電動工具將主筋固定在移動盤導管上;盤筋(繞筋)經過矯直器后焊接在主筋上;然后開始正常焊接,固定盤及移動盤同步旋轉且移動盤按照預先設定的速度(行走速度可根據操作工人的熟練程度經行調整)前進,同時進行焊接,從而生產出成品鋼筋籠。
二、工藝要求
上料→穿筋(主筋)→固定→搭上箍筋→開始焊接→正常焊接→終止焊接→切斷箍筋→分離固定盤→松筋→分離移動盤→卸籠→降下液壓支撐→移動盤歸位。
三、機器特色
加工速度快: 正常情況下備料及滾焊部分3-5人一班,分二班作業,平均一小時就可以加工一個12米長的籠子。(過程包括備料、滾焊、卸籠,加強筋安裝、不包括探測管安裝、導向墊塊安裝等),對于高鐵施工中1.6米樁的籠子曾經有日產75節9米的籠子(675米/天)的生產記錄,工作效率非常高。
加工質量穩定可靠:由于采用的是機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,給下樁時鋼筋籠的對接節約時間,另外焊點飽滿均勻,鋼筋籠質量堅固,不會在下樁過程的吊裝中出現散架情況。產品質量完全達到規范要求。在實際中手工生產鋼筋籠時工程監理幾乎每天都到加工現場進行檢查,而使用機械加工后,監理對機械化加工的鋼筋籠基本實行了“免檢”。
箍筋不需搭接,較之前作業節省材料8%,降低了施工成本。
由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間。
四、方案
該控制系統采用維控人機界面LEVI102L,PLC主機采用LX3V-48MT+BD2AD2DA構成。
通過設定不同速度,達到兩臺伺服同步運行,一臺伺服跟隨運行。設備的同步和跟隨精度要求比較高,對plc和伺服配合控制設備的安全穩定運行要求較高。
五、程序簡要介紹
HMI程序

PLC部分程序:

六、工程總結
1、此工程使用維控plc的高速脈沖指令,速度和位置上都很精準,達到設備要求。
2、此工程使用模擬量輸入BD板,模擬量檢測非常精準,確保設備正常穩定運行。
3、此工程使用485通訊,對伺服命令的時間和穩定性非常好。
七、機器圖片





 投訴建議
投訴建議
提交
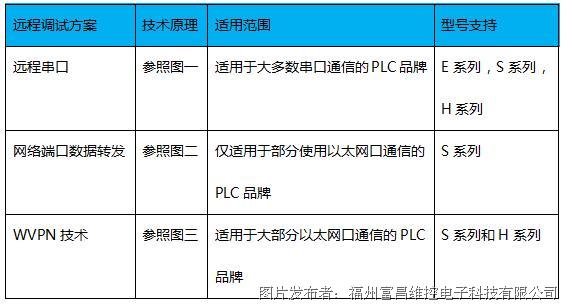
富昌維控電子:如何用物聯網方式進行PLC遠程穿透

新品|維控LX5V系列PLC,標配8軸高速計數器,就是快!

維控VD2:非同凡“響”、極速運行!
維控:新品首推 | 這款高性價比的PLC,你值得擁有!

維控ig物聯網HMI嶄新亮相,遠程運維,輕松無憂!