


安川變頻器在金屬拉絲機上的應用
安川變頻器在金屬拉絲機上的應用
摘要:金屬拉絲機主要應用在對銅絲、鋁絲、不銹鋼絲等金屬線纜材料的加工,屬線纜制造行業極為重要的加工設備。隨著變頻調速技術的不斷發展,變頻調速器已經被廣泛應用在拉絲機行業,承擔著拉絲調速、張力卷取、多級同步控制等環節,變頻器的應用,大大提高了拉絲機的自動化水平與加工能力、有效降低了設備的單位能耗與維護成本,得到了行業的廣泛認同。 安川變頻器用在拉絲機行業已經有很長的歷史,性價比高,穩定性強是該行業對安川產品的美譽。本文主要講解安川變頻器在傳統水箱式拉絲中的應用方式,以及講述一種新的應用方式在該行業現場的應用。
關鍵詞:安川變頻器,PID,脈沖偏置,模擬量疊加
Abstract: Metalwire drawing machine is mainly applied on copper, aluminum, stainless steelwire and other metal wire materials processing, cable manufacturing industry isextremely important processing equipment. With frequency control technologycontinues to evolve, the inverter has been widely used in wire drawing machineindustry, bear drawing speed, tension reel, multi-level synchronization controland other aspects of the application of the drive, greatly improving the wiredrawing machine the level of automation and processing capabilities,effectively reducing energy consumption per unit of equipment and maintenancecosts, has been widely recognized by the industry. Yaskawa used in wire drawingmachine industry has a long history, cost-effective, strong stability is theindustry's reputation for Yaskawa products. This article explains Yaskawatraditional tank type wire drawing application, as well as about the way a newapplication field of application in the industry.
Key word: Yaskawa Inverter,PID, pulse bias, analog overlay
引言:拉絲機是在工業應用中使用很廣泛的機械設備,廣泛應用于機械制造,五金加工,石油化工,塑料,竹木制品,電線電纜等行業。 拉絲機按其用途可分為金屬拉絲機、塑料拉絲機、竹木拉絲機等。金屬拉絲機行業又名牽伸機,從產品終端來說,拉絲機可分為大拉機,中拉機,小拉機和微拉機,從內部控制方式和機械結構來說拉絲機有水箱式拉絲機、直進式拉絲機、滑輪式拉絲機等,水箱式拉絲機拉拔絲成品直徑范圍在0.1~1.2MM之間,工作特性為滑動式拉絲,多道次拉拔。其主電氣傳動部分由牽伸電機、收線電機、排線電機組成。設備其它輔助部分有擺桿(張力架)、定位輪、分線輪、往復排線桿等組成。牽伸電機驅動伸線輪運轉,四級伸線輪經皮帶聯動,實現金屬拉伸,收線電機實現收卷,下面以水箱式小拉絲機為例說明設備概況及功能:
水箱式小拉絲機采用臥式設計,由一個主電機通過平皮帶傳動于4條塔輪主軸及引取軸上;收線軸由獨立三相交流電機驅動,實現雙變頻同步拉伸及收卷的原理。圓銅線經過放線架進入拉伸室,通過塔輪、拉絲模具進行拉伸。拉伸時,線材和模具的冷卻方式是采用噴淋式。銅線依次經過引取輪、計數導輪、張力搖桿導輪、過線導輪、排線導輪,進入收線盤。收線張力的控制是由張力搖桿提供偏差信號,收線變頻器通過PID控制實現雙變頻同步收線。電氣控制系統通過PID功能,保證了正常啟停及停機后再啟動無需人工輔助都能平穩加速運行。具有設定數值到達自動停機、急停剎車、斷線急停及故障保護急停等功能。生產速度的調節是由拉絲變頻器和收線變頻器實現無級調速的。排線系統是采用絲桿滑軌式排線,同步電機正反轉驅動。;卷取部份的剎車系統是采用失電氣動剎車,當運行時發生斷線或操作急停時,馬上執行緊急停車,迅速靈敏地及時制動線盤,避免被線材打傷并確保了安全操作,其原理圖如下所示:

從上圖我們可以看出,水箱式拉絲機主要分為三個部分:分別是放線,拉絲和收線,三個部分其主要構成如下:
放線部分:放線使用11KW電機,采用11KW變頻器拖動,速度采用外部操作盤電位器給定變頻器主速,為了得到平緩的速度控制,加減速度時間一般都設置在120秒左右,對速度精度沒有太高的要求。
拉絲部分:拉絲環節為拉絲機最重要的工作環節,主要是由塔輪纏繞銅絲或鋁絲做伸線拉拔,通過增加眼模數可以縮小金屬絲的直徑,得到拉絲把大線拉成小線的效果。
收線部分:收線是拉線機最復雜的工作環節,收線的速度決定了整臺機械的生產效率,收線電機采用4KW電機,使用3.7KW變頻器,變頻器通過張力桿的波動調節實時運行速度,以保證其工作穩定性,無論在起動,運行和停止時刻,張力擺桿擺幅太大都會導致拉斷絲的狀況出現。
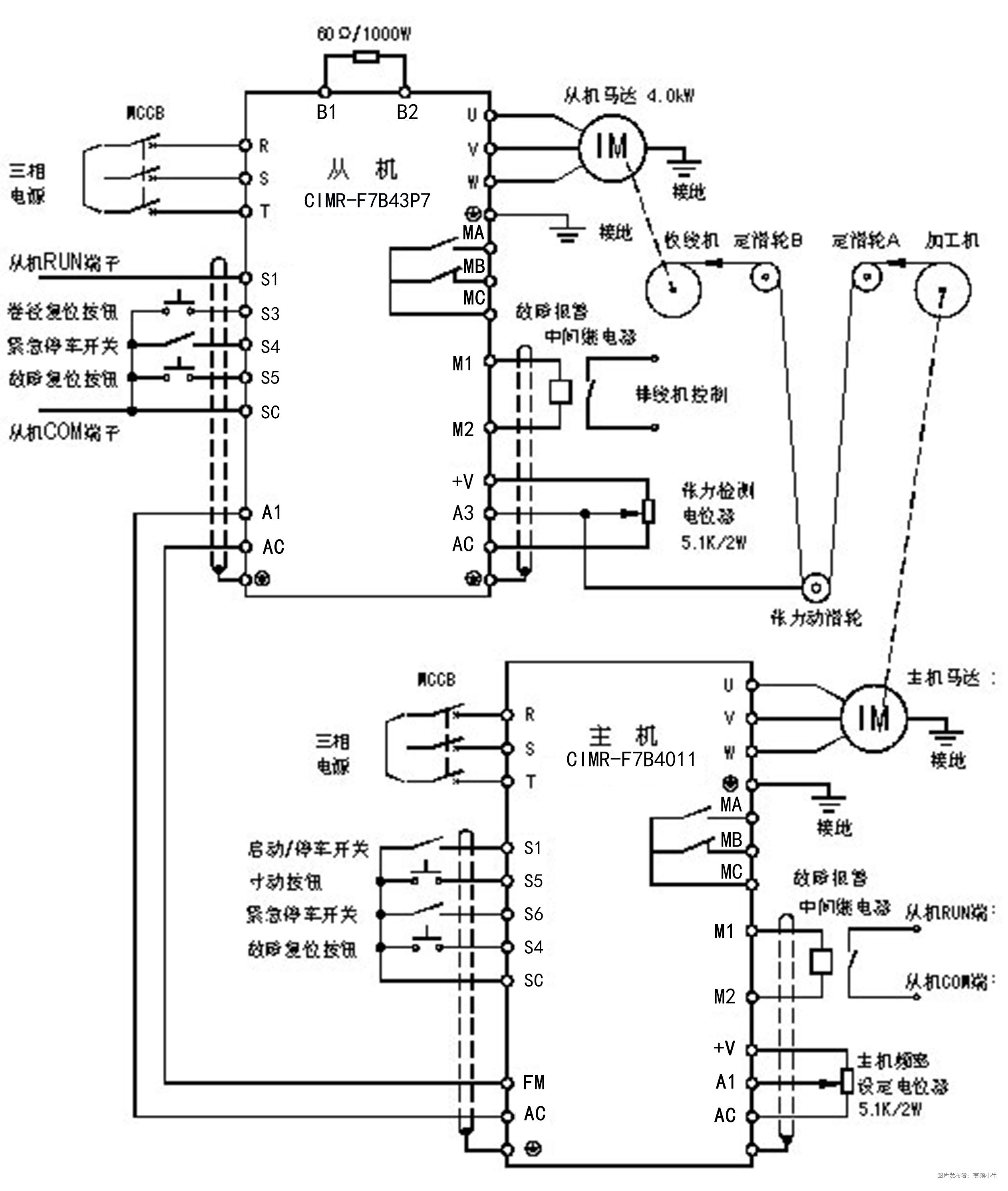
拉絲機使用安川變頻器接線如下圖所示:
使用安川F7變頻器參數如下所示
| 放線變頻器 | 收線變頻器 | ||
| A1-02=0 | E2-08=0.74 | A1-02=0 | H1-04=F |
| B1-04=1 | H1-02=14 | B5-01=3 | H1-06=3 |
| C1-01=120 | H1-03=12 | B5-02=0.11 | H2-01=16 |
| C1-02=120 | H1-04=8 | B5-03=1.5 | H3-08=0 |
| D1-17=5 | H2-01=16 | B5-05=0.81 | H3-09=B |
| D2-01=89 | H4-02=85 | B5-08=0.02 | H6-01=2 |
| E1-04=85 | H4-03=-1.1 | B5-10=0.5 | H6-04=48.1 |
| E1-05=380 | H4-04=102 | C1-01=1 | L4-03=8 |
| E1-08=25.1 | H4-05=100 | C1-02=1 | L4-04=6 |
| E1-10=4.6 | L4-03=6 | E1-04=70 | O2-01=0 |
| E1-13=380 | L4-04=3 | E2-01=8.8 | O2-02=0 |
| E2-01=22.3 | O2-01=0 | E2-03=2.33 |
|
| E2-02=0.98 | O2-02=0 | E2-05=2.654 |
|
| E2-03=9.4 |
| E2-11=4 |
|
| E2-05=0.542 |
| H1-01=14 |
|
| E2-06=17.7 |
| H1-02=8 |
|
| E2-07=0.48 |
| H1-03=26 |
|
參數調試前,我們必須校驗張力擺桿中位值,擺桿反饋信號是從A3端口輸入,因此我們需要監視U1-17的信號值,同時為了減少誤差,讓最低點位于4%幅度左右,然后讀取擺桿擺到中間點位置的百分比作為目標值。
拉絲機的難點在于收線變頻器的參數調節,收線變頻器調節效果的好壞直接關系到收線最大速度和系統穩定性,變頻器的調節主要在于PID調節的好壞,在拉絲機應用的PID場合下,由于系統的不穩定性,我們會使用到P、I和D,通過觀察擺桿的運動狀況調節變頻器的PID參數,傳統技巧性的方法如下:第一步,把比例增益P預置到最小,而把積分時間I預置到較大,比如說5秒左右;第二步,逐漸加大P,一直到系統發生震蕩,然后將P值取其一半;第三步逐漸減少I,一直到系統發生振蕩,然后將I的當前值增加50%,這樣調節出來的PI值會比較準,而D值可觀察起動時擺桿的晃動,如晃動太大適當加大D值即可。當然也可以采用經驗值,設定固定的PID參數值,再觀察擺桿狀況調節參數,如果響應性不足的情況下,可加大P,減少I,如果在加減速度過程中響應性不足還可以減少D,如果擺桿在高速運行狀態中呈周期性往復運動一般是I較大,可減少I或適當延長D。
由參數表可以看出,安川F7是采用脈沖口頻率偏置來實現目標值的定義,而本身的脈沖口并不使用,只是將端口定義為PID的目標值即可。PID使用過程中采用頻率指令加PID輸出,對偏差進行微分控制,可以得到很好的效果,擺桿無論在起動,恒速和減速狀態下波動都很小,實現平穩收線的動作。
隨著安川產品的升級,原有的7系列產品現在已經升級到1000系列,可使用V1000或者A1000,在1000系列產品已經可以在PID參數項中直接設定目標值了,因此不用脈沖口偏置來實現PID的目標值,這樣就更能理解其PID的使用方式。在小拉機中,由于電機功率為4KW和11KW,都在V1000產品的功率范圍內,因此V1000產品用在拉絲機上的性價比更高,同時各個功能和性能也能可以滿足。下表為使用V1000用作拉絲機的參數設置:
| 放線變頻器 | 收線變頻器 | ||
| A1-02=0 | E2-08=0.74 | A1-02=0 |
|
| B1-04=1 | H1-04=14 | B1-04=1 |
|
| C1-01=120 | H1-05=12 | B5-01=3 | E2-06=19.3 |
| C1-02=120 | H1-06=8 | B5-02=0.19 | E2-11=4 |
| D1-17=5 | H2-01=16 | B5-03=1 | H1-03=14 |
| D2-01=89 | H4-02=85 | B5-17=10 | H1-04=8 |
| E1-04=85 | H4-03=-1.1 | B5-18=1 | H1-05=26 |
| E1-05=380 | H4-04=102 | B5-19=48.1 | H1-06=F |
| E1-08=25.1 | H4-05=100 | C1-01=1 | H1-07=F |
| E1-10=4.6 | L4-03=6 | C1-02=1 | H2-01=16 |
| E1-13=380 | L4-04=3 | E1-04=70 | H3-09=0 |
| E2-01=22.3 | O2-01=0 | E1-05=380 | H3-10=B |
| E2-02=0.98 | O2-02=0 | E1-06=50 | L3-01=0 |
| E2-03=9.4 |
| E2-01=8.8 | L3-04=0 |
| E2-05=0.542 |
| E2-02=1.68 | L4-03=8 |
| E2-06=17.7 |
| E2-03=2.33 | L4-06=6 |
| E2-07=0.48 |
| E2-05=2.656 | O2-02=0 |
拉絲機收線的結構決定了其使用擺桿校正的方式,而對于變頻器來說會自然而然使用到PID功能,然而有個別的拉絲機拉線線材韌性較強,可以采用模擬量疊加方式來代替PID的功能。而采用模擬量疊加的方式最重要的是要調整張力電位器,張力擺桿接-10~10V信號,讓擺桿中位值為0V,因為擺桿的最高位和最低位電壓不同,因此需使用到模擬量偏置,使擺桿上下波動呈線性變化。
收線變頻器參數設置如下:
| 收線變頻器參數 | |
| A1-02=2 | H1-07=12 |
| B1-04=1 | H3-05=1 |
| B2-04=0 | H3-06=0 |
| C1-01=0.5 | H3-07=200 |
| C1-02=0.5 | H3-08=10 |
| E1-04=70 |
|
以上參數測試在實際運行中效果良好,無論在加速,勻速或減速過程中擺桿擺動幅度均很小,得到客戶的好評。




 投訴建議
投訴建議
提交
