


MOTEC內置PLC伺服在定點圓瓶貼標機上的應用
1.簡介
在運動控制應用中,一般電機驅動器運動控制能力較強,但邏輯與運算功能卻比較弱,一般的控制器有全面的邏輯功能,但又很難具備運動控制的全部功能。傳統的PLC+驅動器方案,存在著高速數據傳輸,數據同步,抗干擾能力差,線路復雜等問題。
MOTEC內置PLC功能伺服驅動器內部集成了運動控制與邏輯控制,可以獨立完成PLC+伺服的全部功能,在運行中控制部分可直接調用伺服參數,不需要通過額外通信接口。響應速度高,抗干擾能力強。避免接口通訊問題。適用于各種自動化設備。
2.系統分析
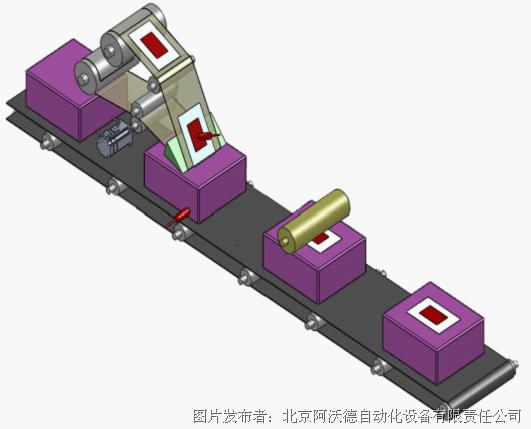
平面貼標系統有 送料、貼標2個主要工序。傳送帶上的電眼檢測到有物料來時,伺服電機延時一定的時間啟動,伺服電機貼標速度與傳送帶同步,當標簽電眼檢測到標簽色標時,伺服電機再走一定長(停標偏移)停止。其中出標延時決定了標簽在平面盒子上的位置,需要可調;停標偏移決定了出標標頭的位置,需要可調。在整個貼標過程中,兩者速度要求一致。
系統示意圖:
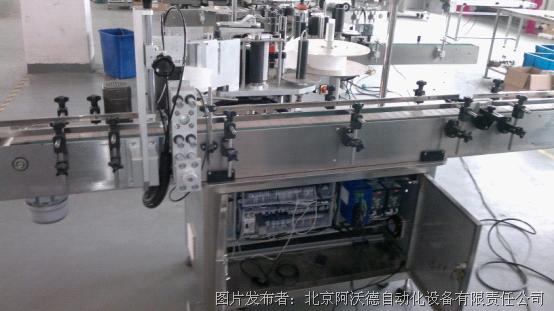
實際設備圖:
3.電氣結構
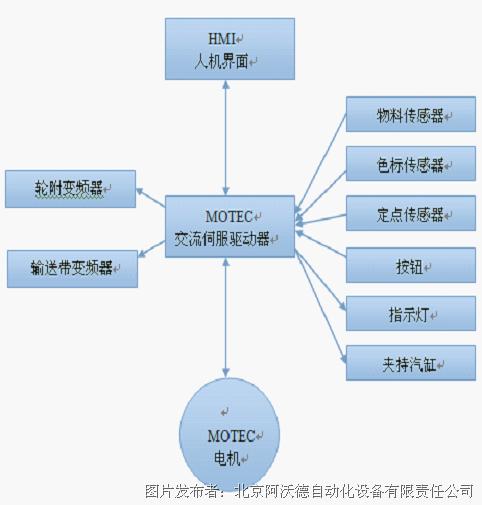
該貼標機控制系統主要構架為:觸摸屏+伺服+傳感器,伺服在系統只既作為控制器,又作為驅動器,相比較原有方案,省略了PLC,簡化了系統結構。
整體電氣結構由,人機界面,MOTEC伺服驅動器(帶PLC功能),MOTEC伺服電機。物料傳送變頻器,變頻電機,色標檢測電眼,物料檢測電眼構成。
4.工作流程
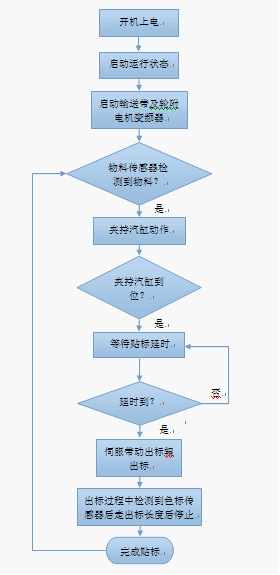
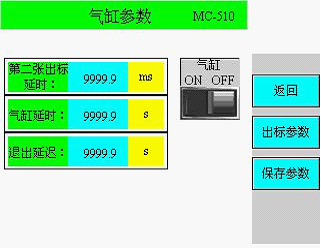
首先開機上電,HMI和伺服系統開始運行,按啟動按鈕后則進入到自動狀態,此時,根據HMI設定的工藝參數,按照設定的速度啟動輸送帶電機及輪附電機變頻器。當物料傳感器檢測到被貼物,延時設定時間后夾持氣缸動作,夾持汽缸到位后,延時設定時間后,伺服電機開始送標,當標簽傳感器檢測信號有效后伺服電機運行一個停標偏移距離停止,之后夾持汽缸退回,完成貼標作業。
標紙傳感器通常采用的是檢測透明度的光電傳感器,一般標簽都是粘貼在低紙上的,兩個標簽之間是有縫隙的,低紙是透光的,而標簽的透光率很低,通過調整傳感器的靈敏度,達到檢測標簽邊緣的目的。
5.HMI界面
功能特點:畫面直觀,操做簡單。直接實現觸摸屏對MOTEC伺服驅動器的操控,完成參數設置,監控,及動作控制。
主界面:

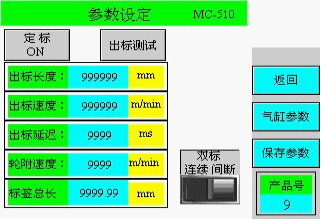
參數設定:
氣缸參數:
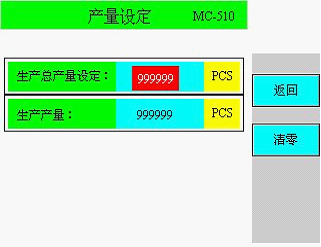
產量設定:
報警畫面:

通過人機界面,可以設置貼標功能的工藝參數,工藝參數設置到伺服內置PLC中,PLC根據工藝參數,完成貼標功能。
本貼標功能豐富,完成目前主流貼標機的全部功能,主要功能如下:
1、 貼標動作模擬運行,這個功能模擬貼標時氣缸、傳感器等順序動作,但是不出標,主要用于檢測并調整瓶子連續經過貼標頭時是否定位可靠。
2、 雙標單標切換,圓瓶上可以貼一個或兩個標簽。
3、 雙標連續/間斷模式,連續模式時伺服連續出兩個標簽,中間不停頓,貼標時主要是避免第一個標簽的縫隙造成的影響。間斷模式是第一個標簽貼完后,延時固定時間貼第二個標簽,主要是延時精度一定要準確,避免兩個標簽的間距誤差過大。
4、 測標功能,新換標簽時,可通過測標功能準確測量出實際標長,運行實際貼標時內部參考使用
5、 手動出標,可在手動狀態下進行貼標,檢測貼標效果
6、 定點功能,對于異形瓶子,進行貼標位置檢測,使標簽貼到正確位置。
7、 貼標速度調整后不影響標簽的定位。
6.總結
本系統通過人機界面編程,和MOTEC伺服內置PLC多個功能塊的配合使用,成功實現精確定點圓瓶貼標機的使用。極大程度節約用戶成本,簡化用戶操作。便于客戶維護。
7.聯系方式
MOTEC中國營銷中心
地址:北京市東城區東中街58號美惠大廈B-701
電話:010-56298855-881或885
傳真:010-65546721 郵編:100027
網址:www.motec365.com




 投訴建議
投訴建議
提交

MOTEC α系列 交流伺服系統

翠歐(TRIO) P823-MC403三軸運動控制器
松下伺服- 電機、驅動器

日本日機(NIKKI) 三自由度納米平臺

阿沃德榮獲慧聰網工業機器人行業“配套件十大品牌”稱號